集产品研发、产品设计、产品制造
售后服务于一体的设备制造企业
全国咨询热线:
15152667108
全国咨询热线:
15152667108


我公司在市场上一直坚持做价格实在,质量可靠的好产品
产品分类
classification
快速响应市场需求,设计开发和生产紧跟市场潮流

国内实力企业
Professional

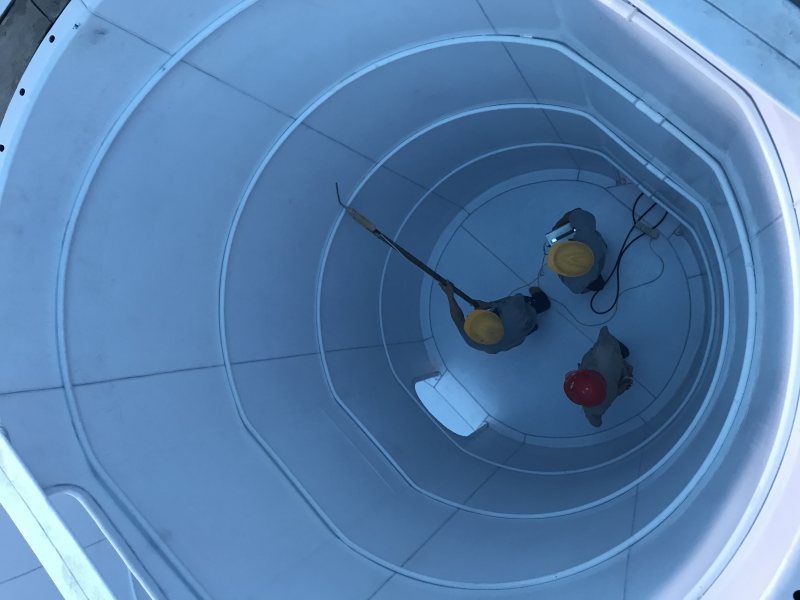
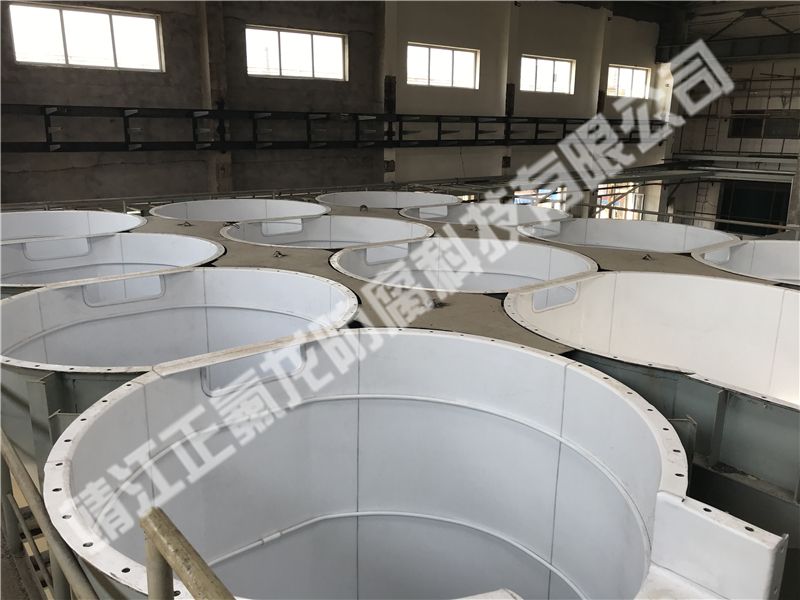
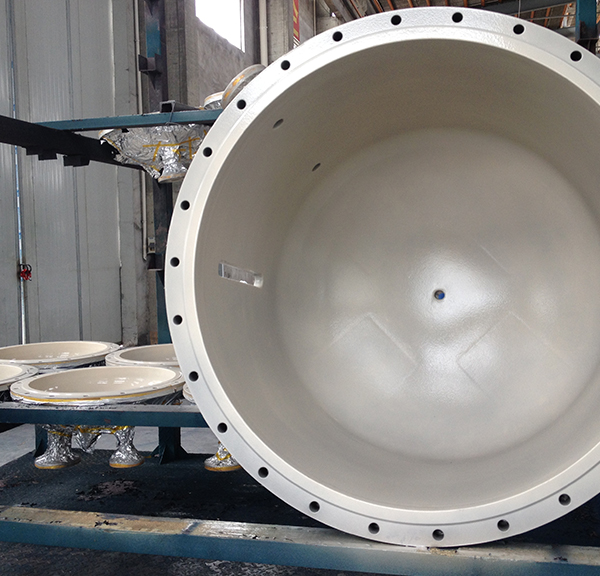
公司有数十名多年从事防腐喷涂内衬经验的技术研发人才,专注于解决大型化工设备和超大型化工设备的化学易腐蚀介质的难题,大大提高容器的使用寿命,从而大大减少客户的使用成本。


行业深耕
Industry deep

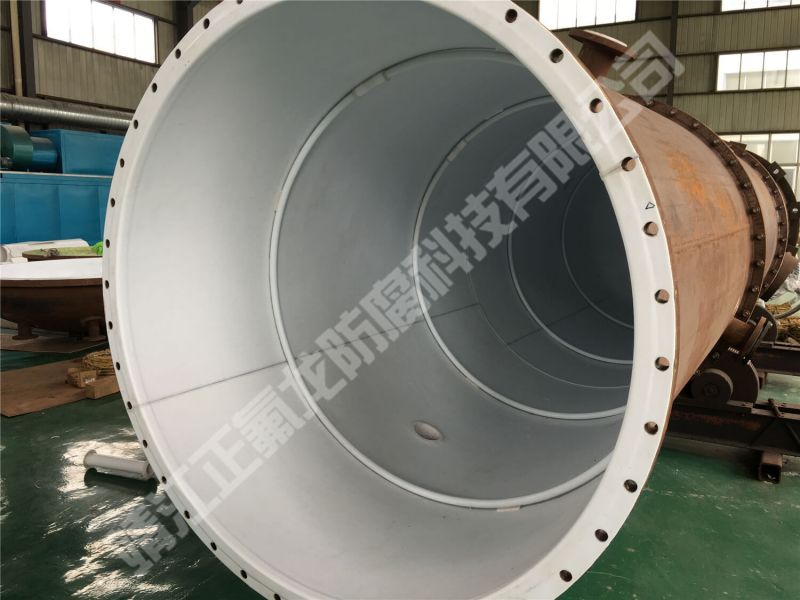
正氟龙致力于高品质(PTFE、PFA、PVDF)内衬和(PFA、FEP、ETFE、Halar-ECTFE、PO、PE) 喷涂滚涂加工,在吸收国外先进技术同时,并不断持之以恒的技术研究和创新。


高性价比
Industry deep

针对不同工况条件下使用的设备例如:含有氟、氯、溴、碘、碱、有机溶剂等强腐蚀渗透、高温高真空、骤冷骤热,我们愿与用户共同探讨、研究和改进,提出完善的防腐解决方案,帮助用户的设备防腐后正常运行。

贴心服务
Perfect service

拥有成熟的研发、售前、售后服务团队,能够给顾客提供优良的整套润滑系统,配送设备周边产品,发货快速,及时解决各种难题。欢迎各位新老客户咨询定制。

国内实力企业
Professional
行业深耕
Industry deep
高性价比
Industry deep
贴心服务
Perfect service
24小时服务咨询热线
15152667108

江苏正氟龙防腐 —— 为您提供高效的化学易腐蚀介质的难题
江苏正氟龙防腐设备有限公司座落在长江之滨的靖江,东靠新长铁路和江阴大桥,北靠宁通高速和336省道,南与无锡,常州隔江相望,西邻夹港汽渡与泰兴七圩码头,水陆交通便捷,地理位置十分优越。公司有数十名多年从事防腐喷涂内衬经验的技术研发人才,专注于解决大型化工设备和超大型化工设备的化学易腐蚀介质的难题,大大提高容器的使用寿命,从而大大减少客户的使用成本。正氟龙专 业致力于高品质(PTFE、PFA)内衬和(PFA、FEP、ETFE、Halar-ECTFE、PO、PE) 喷涂加工,在吸收国外先进技术同时,并不断持之以恒的技术研究和创新。针对不同工况条件下使用的设备例如:含有氟、氯、溴、碘、碱、有机溶剂等强腐蚀渗透、高温高真空、骤冷骤热,我们愿与用户共同探讨、研究和改进,提出完善的防腐解决方案,确保用户的设备防腐后万无一失。目前公司内衬和喷涂所用原材料全部为国际国内品牌,如瑞士工程、法国3P、意大利GF、日本华尔卡、山东东岳均、美国杜邦、日本大金、美国苏威、美国华福为我公司长期合作伙伴。正氟龙人秉承“诚信待人、厚德载物”的企业精神和坚持“以客户为中心,务实求变,确保质量,顾客称心”的经营理念。让我们为创造环保环境作出应有的贡献,也是我们每一位正氟龙“战士”的责任。公司始终坚持“科技先导,品质至 上,精益求精,用户至 上,诚实取信,服务尽善尽美”的宗旨,竭诚欢迎国内外新老客户合作,携手共进共创辉煌。
立即留言咨询
15152667108
一对一方案定制咨询服务电话
集研发、设计、制造、售后服务于一体的设备制造企业
互惠双赢、共同发展的经营理念
 公司动态
公司动态

手机浏览
联系人:张经理
公司地址:江苏省靖江市新桥镇夹港南路218号